
各种螺纹的加工方法,真的一个比一个更牛!
螺纹切削
一般指用成形刀具或磨具在工件上加工螺纹的方法,主要有车削、铣削、攻丝、套丝、磨削、研磨和旋风切削等。车削、铣削和磨削螺纹时,工件每转一转,机床的传动链保证车刀、铣刀或砂轮沿工件轴向准确而均匀地移动一个导程。在攻丝或套丝时,刀具(丝锥或板牙)与工件作相对旋转运动,并由先形成的螺纹沟槽引导着刀具(或工件)作轴向移动。
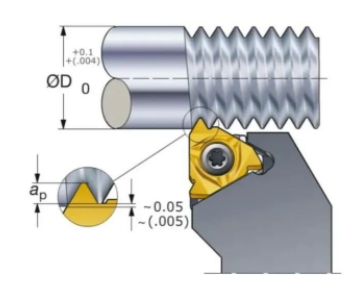
在车床上车削螺纹可采用成形车刀或螺纹梳刀(见螺纹加工工具)。用成形车刀车削螺纹,由于刀具结构简单,是单件和小批生产螺纹工件的常用方法;用螺纹梳刀车削螺纹,生产效率高,但刀具结构复杂,只适于中、大批量生产中车削细牙的短螺纹工件。普通车床车削梯形螺纹的螺距精度一般只能达到8~9级(JB 2886-81,下同);在专门化的螺纹车床上加工螺纹,生产率或精度可显著提高。2螺纹铣削
在螺纹铣床上用盘形铣刀或梳形铣刀进行铣削。盘形铣刀主要用于铣削丝杆、蜗杆等工件上的梯形外螺纹。梳形铣刀用于铣削内、外普通螺纹和锥螺纹,由于是用多刃铣刀铣削、其工作部分的长度又大于被加工螺纹的长度,故工件只需要旋转1.25~1.5转就可加工完成,生产率很高。螺纹铣削的螺距精度一般能达 8~9级。这种方法适用于成批生产一般精度的螺纹工作或磨削前的粗加工。
3螺纹磨削
主要用于在螺纹磨床上加工淬硬工件的精密螺纹。螺纹磨削按砂轮截面形状不同分单线砂轮和多线砂轮磨削两种。单线砂轮磨削能达到的螺距精度为5~6级,表面粗糙度为Ra1.25~0.08微米,砂轮修整较方便。
这种方法适于磨削精密丝杠、螺纹量规、蜗杆、小批量的螺纹工件和铲磨精密滚刀。多线砂轮磨削又分纵磨法和切入磨法两种。纵磨法的砂轮宽度小于被磨螺纹长度,砂轮纵向移动一次或数次行程即可反螺纹磨到最后尺寸。切入磨法的砂轮宽度大于被磨螺纹长度,砂轮径向切入工件表面,工件约转1.25转就可磨好,生产率较高,但精度稍低,砂轮修整比较复杂。切入磨法适于铲磨批量较大的丝锥和磨削某些紧固用的螺纹。
4 螺纹研磨
用铸铁等较软材料制成螺母型或螺杆型的螺纹研具,对工件上已加工的螺纹存在螺距误差的部位进行正反向旋转研磨,以提高螺距精度。淬硬的内螺纹通常也用研磨的方法消除变化,提高精度。
5攻丝和套丝
攻丝是用一定的扭距将丝锥旋入工件上预钻的底孔中加工内螺纹。
套丝是用板牙在棒料(或管料)工件上切出外螺纹。攻丝或套丝的加工精度取决于丝锥或板牙的精度。加工内、外螺纹的方法虽然很多,但小直径的内螺纹只能依靠丝锥加工。攻丝和套丝可用手工操作,也可用车床、钻床、攻丝机和套丝机。
6螺纹滚压
用成形滚压模具使工件产生塑性变形以获得螺纹的加工方法。螺纹滚压一般在滚丝机、搓丝机或在附装自动开合螺纹滚压头的自动车床上进行,适用于大批量生产标准紧固件和其它螺纹联接件的外螺纹。
滚压螺纹的外径一般不超过25毫米,长度不大于100毫米,螺纹精度可达2级(GB 197-63),所有坯件的直径大致与被加工螺纹的中径相等。滚压一般不能加工内螺纹,但对材质较软的工件可用无槽挤压丝锥冷挤内螺纹(最大直径可达30毫米左右),工作原理与攻丝类似。冷挤内螺纹时所需扭距约比攻丝大1倍,加工精度和表面质量比攻丝略高。
螺纹滚压的优点
1.表面粗糙度小于车削、铣削和磨削;
2.滚压后的螺纹表面因冷作硬化而能提高强度和硬度;
3.材料利用率高,生产率比切削加工成倍增长,且易于实现自动化;
4.滚压模具寿命很长,但滚压螺纹要求工件材料的硬度不超过HRC40;
5.对毛坯尺寸精度要求较高;
6.对滚压模具的精度和硬度要求也高,制造模具比较困难;
7.不适于滚压牙形不对称的螺纹。
按滚压模具的不同,螺纹滚压可分搓丝和滚丝两类。
搓丝:两块带螺纹牙形的搓丝板错开1/2螺距相对布置,静板固定不动,动板作平行于静板的往复直线运动。当工件送入两板之间时,动板前进搓压工件,使其表面塑性变形而成螺纹。
滚丝:有径向滚丝、切向滚丝和滚压头滚丝3种。
径向滚丝:2个(或3个)带螺纹牙形的滚丝轮安装在互相平行的轴上,工件放在两轮之间的支承上,两轮同向等速旋转。
其中一轮还作径向进给运动。工件在滚丝轮带动下旋转,表面受径向挤压形成螺纹。对某些精度要求不高的丝杠,也可采用类似的方法滚压成形。
切向滚丝:又称行星式滚丝,滚压工具由1个旋转的中央滚丝轮和3块固定的弧形丝板组成。
滚丝时,工件可以连续送进,故生产率比搓丝和径向滚丝高。
滚压头滚丝:在自动车床上进行,一般用于加工工件上的短螺纹。滚压头有3~4个均布于工件外周的滚丝轮。
滚丝时,工件旋转,滚压头轴向进给,将工件滚压出螺纹。
山西鸿铠锻造有限公司位于山西省西北部锻造之乡定襄境内,公路铁路交通便利,煤炭、电力资源丰富、通讯设施快捷、地理环境十分好。
我厂具有从锻造、热处理、机加工、理化检、表面处理到包装发运实行一体化生产的能力,雄厚的资金实力、坚实的技术力量、的生产工艺、完备的质量检验、可靠的售后服务、的企业信誉、位世界各地及国内众多客户提供了坚实的合作基础。
我厂生产的法兰盘执行美标 ANSI16.5、德标DIN,日标JISB2220,B2210等标准,主要品种有:焊接、搭接、承窝、滑套、螺纹、盲板、平板等七个品种,1/2”—64”,20余种规格:产品质量优良,服务周到,深受国内外客商、用户赞赏和依赖,在海内外赢得了很高的信誉,已成为国内较大的法兰盘、锻件供应商之一。
我厂今后将以更新的姿态于海内外客户加强来往,互惠互利、增进友谊、共同发展、携手共创美好未来,热忱欢迎各界用户前来洽谈合作。
我们的目标是质量管理不断强化,技术水平不断提高,工艺装备不断完善,售后服务更加及时周到,为国内外公司各种大的项目做出更大的贡献。
延伸 · 阅读
- 2024-11-14车展预热启动,全新一代林肯领航员即将登场,期待值爆表
- 2024-11-12内外升级更实用,入手门槛再降低,2025款锐界L 22.68万起
- 2024-11-12别再只是刷卡了!来看看你的光大星光等级能享受几折优惠 ~
- 2024-11-071
- 2024-11-06分支机构 | 北京整合医学学会心理行为医学专委会2024中西医结合睡眠心理疾病研讨会
- 2024-11-06守中医之正,创中医之新薛医堂和誉盛堂中医药服务简述













